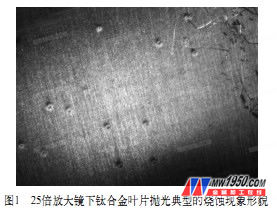
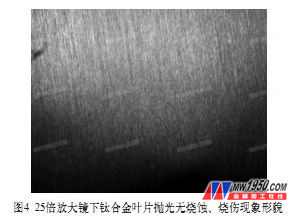
Titanium alloy materials have been widely used in the production of aero-engine blades due to their high specific strength and good corrosion resistance. However, due to the unique physical and chemical properties of titanium alloy materials, they have also achieved good quality performance. It is more difficult. The machining of aero-engine blade profile requires good surface quality due to its aerodynamic performance and fatigue strength performance under alternating stress. The surface roughness value generally needs to be guaranteed at R a=0.4μm, because the blade profile has a spatial surface. The thin-walled features, its formability and the acquisition of good surface quality are in many cases subject to mechanical processing methods, and many of the blade profiles are still finished by hand sanding and polishing. When the surface of the titanium alloy blade is polished and polished, ablation occurs due to improper operation. The presence of this phenomenon causes the blade to break during the fatigue performance test and cannot meet the safety requirements of the engine. There is absolutely no ablation in the blade polishing process. According to the processing flow of the product, the polishing process of the blade profile is basically the final processing of the blade, and the detection of the ablation of the blade profile must be in accordance with the processing requirements of the product, together with the detection of the burn, when the profile reaches the final surface. In the case of ablation, the ablation is a certain depth. Once the ablation phenomenon is detected, the blade is scrapped. The existence of such a situation causes a very large economic loss, and the safety hazard caused by the flight of the engine is very large, and for this reason, effective measures must be taken in the control of the processing method. First, the blade surface polishing and ablation phenomenon and causes 1. Blade surface grinding and polishing ablation The engineering inspection method for the polishing and ablation of the blade profile is carried out by the surface weak corrosion test method, which reflects the phenomenon that tiny corrosion pits appear on the surface of the blade profile. Further anatomical component analysis can be used to find ablation. The surface of the pits has more carbon, silicon and oxygen than the matrix. After observing the erosion pits of several blades by using a microscope, it is found that sand particles are embedded in the individual pits, and the components are inspected and finally The result is that the sand components are mainly carbon and silicon. According to the difference between the elemental composition of the surface of the blade profile and the surface element of the substrate, and the phenomenon that only the polished surface has corrosion pits, it can be preliminarily determined that the phenomenon is caused by the polishing process. Figure 1 shows the typical ablation morphology of titanium alloy blade polishing. 2. Introduction of blade surface polishing process The processed blade material grade is TC4, and the profile structure size is about 110mm in length and about 35mm in width. It is divided into leaf basin and leaf back to be polished and polished. The single-sided processing volume is about 0.2 mm. The equipment is a grinding wheel polishing machine. The polishing machine used for the blade surface processing has a rotational speed of 5 000r/min, the polishing wheel has a diameter of 50-70mm, the polishing machine used for the back surface processing has a rotational speed of 3 000r/min, and the polishing wheel has a diameter of 80-120mm. . The polishing of the leaf basin and the back surface of the leaf is divided into three steps. The first step is to use a 46# grain size silicon carbide grinding wheel to polish the remaining amount of about 0.12 mm; the second step is to use the wool felt wheel to adhere to the 100# to 120# grain size. The silicon carbide sand grains are ground to a residual amount of about 0.06 mm; the third step is to use a wool felt wheel to adhere 150# to 240# particle size silicon carbide sand grains to polish the remaining amount of about 0.02 mm. The processing equipment is a grinding wheel polishing machine. When the blade surface is processed, the machine speed is 5 000r/min, the outer diameter of the grinding wheel is 50-70mm, the equipment rotation speed is 3 000 r/min when the blade back is processed, and the outer diameter of the grinding wheel is 80-120mm. The polishing of the blade profile is in the form of a dry grinding without coolant. Observing the actual polishing process, it is found that the initial grinding allowance of the blade profile polishing is large, and the continuous grinding of the blade profile causes a very large temperature rise on the surface of the blade profile, which is reflected by the temperature during the processing. High and appearing fire. 3. Analysis of the causes of the polishing and ablation of the blade profile According to the actual understanding of the blade profile polishing process, combined with the characteristics of the titanium alloy material to analyze the cause of the blade profile ablation phenomenon, it can be judged that the material has a low friction coefficient and poor thermal conductivity, so that after a certain processing time The heat of some processing areas of the blade is difficult to be eliminated. The strong adhesiveness of the material at high temperature makes the space of the grinding wheel chipping blocked, which increases the surface temperature of the blade and affects the grinding ability of the grinding wheel. In this case, the upper part of the grinding wheel The high-temperature sand particles that have fallen off produce a momentary welding phenomenon with the titanium alloy material with a strong tendency to soften softening under the grinding pressure, thereby forming ablation pits, and these pits are somewhat relieved in the subsequent small amount of processing. However, it is basically difficult to remove. In fact, the ablation phenomenon is basically accompanied by the burn phenomenon, which is a serious manifestation of the burn phenomenon. The surface of the blade is characterized by the high temperature activity of the titanium alloy during the corrosion inspection. It confirmed the simultaneous effects of temperature increase on burns and ablation. Second, to avoid the processing test of the blade surface grinding and polishing ablation phenomenon 1. Analysis of measures to avoid the phenomenon of polishing and ablation of blade profile The analysis of ablation caused by the polishing of the blade profile can be made clear. The important condition factor for avoiding the blade ablation phenomenon is that the temperature of the blade processing zone cannot be too high. From the current method of grinding and polishing the blade profile, the corresponding measures are taken. The main focus should be on the improvement of grinding tools and operation methods. For this reason, the processing test plan adopted by our method and method for grinding and polishing the blade surface is to use the grinding wheel polishing machine and the belt polishing machine respectively. The change of the abrasive and the change of the amount of the throwing allowance are used to determine the influence of the ablation phenomenon, and the reasonable processing method for the polishing of the surface of the titanium alloy blade is finally determined. 2. Processing test and quality effect analysis (1) Processing experiment and quality effect of grinding wheel polishing machine The blade profile size of the grinding wheel experiment, the speed of the equipment used, and the size of the grinding wheel are unchanged according to the technical documents mentioned in the article. The remaining volume of the blade basin and the back surface is 0.2 mm. The first and second processing schemes: each of the nine blades of white corundum and silicon carbide is polished according to the three-step machining allowance specified in the process document. The abrasive form of each step is 46# grain grinding wheel. , 100#~120# grain size and 150#~240# grain-bonded wool felt wheel, each step in the process is basically continuous processing, the inspection result after processing is white corundum abrasive processing plan and silicon carbide abrasive The processing scheme has 8 and 6 leaves, respectively, which have a more serious ablation after corrosion inspection, and each blade has different degrees of burn. Figure 2 and Figure 3 show the ablation and burn phenomena reflected by the two processing schemes. The third and fourth processing schemes: polishing the 0.1mm margin with a wool felt wheel adhered to 100# grain silicon carbide grit, and then using ceramic binder, resin binder 120#, 180#, respectively, the particle size concentration is 100%. The cubic boron nitride grinding wheel polished the blade profile to the final surface. The four blade profiles processed were corroded and examined, and one piece had individual slight ablation pits, while the two blades had small area minor burns. The fifth processing scheme: using a special polishing wheel produced by 3M Company of the United States without threshing in the process, grinding the remaining amount of 0.1mm with a CP wheel 5A FN 8′′ × 2′′ × 5′′ grinding wheel, and then using 2.1 EXL The 6A MED 3′′ UW grinding wheel polished the blade profile to the final surface. The five blade profiles processed were not ablated by corrosion inspection, but the four blade profiles had small area minor burns. (2) Belt polishing machine processing experiment and quality effect The belt belt polishing machine has a linear speed adjustment range of 10 to 50 m/s and a belt length of 2 640 mm. The first processing scheme: using a 46# particle size white corundum grinding wheel to grind the remaining amount of 0.12mm, and then using a 100# particle size cloth belt to polish the remaining amount of 0.07mm at a line speed of about 20m/s, and finally using a 240# particle size nylon fiber belt. The grinding allowance is 0.02mm, the processing line speed is about 24m/s, and the five blade profiles processed are corroded. There are two small vanes in the blade, but the two blade profiles have small area minor burns. The second processing scheme: using 80# particle size 33mm wide silicon carbide cloth-based abrasive belt to polish the remaining amount of 0.12mm at a line speed of about 20m/s, and then using 240# granularity 33mm wide silicon carbide cloth-based abrasive belt at a line speed of about 24m/ s grinding margin 0.07mm, and finally using 320# particle size 20mm wide silicon carbide nylon fiber belt with a line speed of about 26m / s grinding margin of 0.02mm, the processing of 7 blade profiles through corrosion inspection without ablation, no Burn phenomenon (see Figure 4). Special test: use 80# grain size 40mm, 33mm wide silicon carbide cloth base belt to grind the remaining amount of 0.1mm, 0.2mm at about 2 4m / s line speed; use 240# grain size 40mm, 33mm wide silicon carbide cloth base belt Grinding the remaining amount of 0.1mm at a line speed of about 24m/s and 26m/s; grinding the remaining amount of 0.05 mm at a line speed of about 24m/s and 26m/s using a 320# particle size 33mm and 16mm wide silicon carbide nylon fiber belt. 5 or 10 pieces of processing were processed, and there was no ablation after corrosion inspection, and there was no burn phenomenon. (3) Analysis of polishing quality effect When the grinding wheel polishing machine is polished, the diameter of the grinding wheel is inevitably limited. The grinding wheel has high frequency of polishing and poor heat dissipation, which causes the heat of the entire grinding wheel surface to become larger and larger with the processing time. The higher the temperature, the lower the surface of the titanium alloy material due to high temperature and softening and oxidation. At this time, the bonding force of the sand on the grinding wheel also decreases, and the falling hot sand is pressed into the surface of the titanium alloy to form ablation; the cutting and cooling performance of the cubic boron nitride grinding wheel is good, which may be the reason that it does not cause ablation, after polishing Checking the occurrence of individual slight ablation pits should be the residual of severe ablation during the grinding of the silicon carbide grinding wheel in the previous step. In the later stage, the whole process of the two blades was processed using a boron nitride grinding wheel alone, and no ablation occurred. However, there is a slight burn phenomenon; it is polished by a special polishing wheel without threshing, because there is no sand falling off, so there is no ablation phenomenon. The grinding wheel has good thermal conductivity and is suitable for light grinding of small grinding amount. When the margin is large, failure to retreat in time will result in a decrease in the grinding force, which will increase the grinding temperature and cause burns. According to the above analysis, when grinding and polishing using a grinding wheel polishing machine, the processing time is short, and ablation and burns do not occur, but this polishing method obviously cannot meet the production requirements. The polishing of the belt polishing machine does not cause ablation and burns. It is because the sand has a certain length, the frequency of each part involved in the grinding belt is low, and the heat dissipation of the belt is good. The same part has been involved in grinding again. Fully cooled, no accumulated heat is retained, and the processing area of ​​the blade is constantly changing, which makes the whole grinding and polishing process of the blade without large heat accumulation and temperature rise, high temperature softening and high temperature chemical activity of titanium alloy The performance is not reflected. Therefore, the belt polishing machine is polished in a wide range of linear speeds, and there is neither ablation nor burn. Through the development of processing test research, the economical, efficient and reasonable processing method obtained by grinding and polishing the blade is to use the abrasive belt polishing machine method. The processing of each step is to use 80# grain size and 40mm wide carbonization. The silicon cloth-based abrasive belt is ground at a line speed of about 20 m/s with a residual amount of 0.10 mm, and the remaining amount of 0.07 mm is polished at a line speed of about 24 m/s using a 240#-size 33 mm wide silicon carbide cloth-based abrasive belt, using a 320# grain size 16 mm wide carbonization. The silicon nylon fiber belt was sanded at a line speed of 26 m/s for a 0.03 mm balance. Third, the conclusion On the grinding wheel polishing machine, when white fused alumina, silicon carbide grinding wheel and abrasive are used for continuous polishing of titanium alloy blade profile, surface ablation occurs, accompanied by burn phenomenon; on the grinding wheel polishing machine, 100 is used. % concentration cubic boron nitride grinding wheel and non-granulating special grinding wheel for continuous grinding and polishing of titanium alloy blade profile will not cause surface ablation, but burn phenomenon will occur; use of abrasive belt polishing machine equipment for titanium alloy blade profile polishing With 2 640mm length of white corundum and silicon carbide abrasive belt, when the line speed is less than 26m/s, continuous processing can be carried out for a long time without ablation and burn. Flannel Bath Mat,Chennile Bath Mat,Textile Bath Mat Shenzhou Yuye Housewares Co., Ltd. , http://www.fscurtainrod.com