Solar
water heating system is a cost-effective system for residential hot water application. This system is designed according to thermosiphon principle and operating with
proportion difference between cold and hot water. The water heated by vacuum
tubes is held in the stainless steel storage tank where the insulation
preserves the heat.
The
thermosiphon Solar Water Heater uses the sun to heat the working fluid (mostly
water) in the Vacuum Tubes. The Solar Collector absorbs solar radiation, and
converts the sunlight to heat and transfer it to the water. The heated water
naturally rises through the solar collector into the water tank where the
cooler water at the bottom of the tank is forced out and descends to the bottom
of the collector (thermosiphon circulation). The circulation will be
interrupted when there is no solar radiation.
Solar Panel Hot Water System,Thermal Hot Water System,Thermal Water Heater System,Solar Power Heating System Linuo Ritter International Co.,Ltd , https://www.lnrtsolarenergy.com Step hole gear introduction
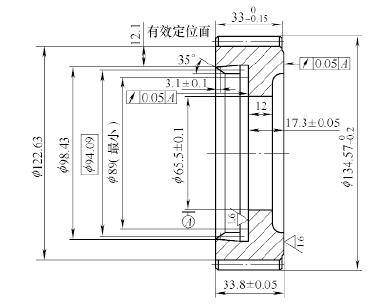
figure 1 Processing technology analysis

Figure 2 Stepped hole large end face Improved processing technology test
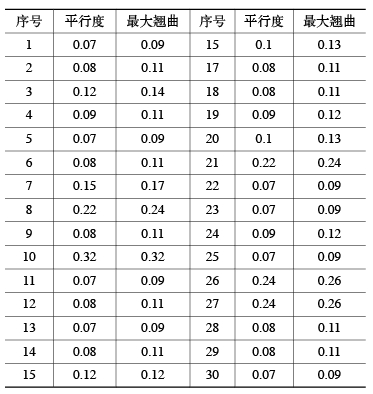
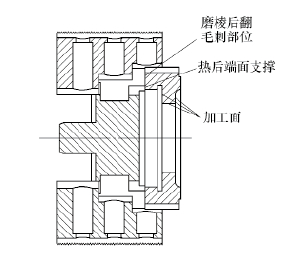
image 3 Conclusion
The stepped hole gear is one of the core components of the transmission, and its processing quality directly affects the performance, efficiency, life, noise and the like of the transmission. However, due to the structure of the stepped hole gear, it brings certain problems to the processing, so it is necessary to tackle the technical difficulties.
The stepped hole gear (see Figure 1) is a common type of thin-walled gear in our company's machined parts. The thickness of the easily deformable area is 12mm. The effective positioning surface of the part is small (effective positioning surface 12.1mm), thin wall. The end face size requirement (17.3±0.05) mm, the surface roughness value Ra=1.6 μm, and the end face circular jump 0.05 mm. Due to its thin wall and small effective positioning surface, it is difficult to ensure the processing precision and the use requirements in the heat treatment deformation and length dimension generated in the processing, and it is one of the parts in the gear industry that the existing processing technology is difficult to guarantee the product quality.
1. Process
Rough car forming→finishing one end→finishing the other end of the car, boring→toothing, deburring→inserting the taper tooth→shaving tooth→carburizing quenching→grinding edge→heating rear end face and inner hole.
2. Problems in processing
1) Since the thickness of the stepped hole gear is only 12mm, the hardness of the forged piece before processing is 160~210HBW, carburizing treatment, the layer depth is 0.6~1mm, and the surface hardness is 58?63HRC. Due to the heat treatment deformation, when the size of the pattern is processed (17.3±0.05) mm, the A surface of the easily deformable area cannot be completely processed, with black skin, which cannot meet the requirement of surface roughness value of 1.6 μm, indicating warpage of the easily deformable area after heat treatment. .
2) Although the end face burrs can be removed in the hobbing process, the YM series edging machine is widely used by our company. The working principle of the edging machine is to use the rotation of the stepped hole gear. The rotating flaky grinding wheel is chamfered by 0.5mm×45° along the tooth profile at both ends of the tooth tooth with the control of the pneumatic arm. This machining method forces the tooth profile to be squeezed for the purpose of chamfering the profile. However, this kind of processing causes the burrs generated by the tooth profile extrusion to turn to the large end faces of the step holes (see Fig. 2). Due to the influence of the external burr of the tooth, the positioning reference is not accurate, and the machining geometry and position tolerance cannot be guaranteed during turning after heat treatment.
Heat treatment process
The thickness of the thin-wall deformation zone of the stepped hole gear after carburizing and quenching is only 12mm, and the original fast bright quenching oil (cold oil) is replaced by bright quenching oil (hot oil). The oil is made of imported base oil and additive. The moving viscosity at 40 °C is about 100mm2/s, the use temperature is 100°?120°, and the quenching deformation is small. It is suitable for quenching at 8620 with wall thickness below 12mm. The thin-wall parallelism of 30 pieces of hot oil after carburizing and quenching was measured to track the warpage of the workpiece (see attached table). The maximum warpage is 0.32 mm, while the original finishing process has a unilateral retention of 0.15 mm and a bilateral retention of 0.3 mm, which is (17.6 ± 0.05) mm. After several rounds of heat treatment, in order to completely eliminate the black skin phenomenon after the heat, ensure that the qualified workpiece is processed. The adjustment process increases the thin wall retention of the hot pre-fine car by 0.1 mm and the machining size is (17.7±0.05) mm.
2. Processing technology
First, adjust the process to: rough car forming → one end of the finishing car → the other end of the finishing car, boring → hobbing, deburring → inserting the taper tooth → shaving → carburizing and quenching → grinding edge → de-positioning the surface burr → after heat Car end face and inner hole. After the stepped hole gear is sharpened, the end face burr cannot be positioned, and the end face burr process is added, and the positioning end face is seen on the surface grinder M7475B, and the positioning surface reference is unified. Secondly, the end face support is adopted in the end face process of the heat treatment (see Fig. 3). The original machining clamping positioning mode is to position the end face, and the three claws clamp the outer circle. However, due to the burr of the end face, the end support supports the burr area to avoid the past, so that the rear end of the hot rear end and the inner hole are reliably positioned, which can fully meet the processing size requirements. Through the two measures in the cutting process, the quality of the stepped hole gear product is ensured, and the burrs generated by the subsequent processes are removed, the smoothness of the product is improved, and the influence of the burr on the noise after the boxing is reduced.
After the improvement of the stepped hole gear technology of the transmission, the stability of the product is well improved, and similar process problems are fundamentally solved, which provides experience for mass production of our company.