1. Overview
SA213-T91 steel is a type of martensitic high-alloy steel known for its excellent thermal strength, toughness, weldability, high thermal conductivity, low linear expansion coefficient, and good corrosion resistance. It is widely used in China's thermal power generation systems, particularly in boiler components such as medium-temperature superheaters, high-temperature superheaters, and high-temperature reheaters for units of 300MW and above. Despite the maturity of its welding process in large-scale, high-parameter thermal power plants, T91 steel is prone to oxidation and burn-through at the root weld during welding. Therefore, argon back-gas protection is essential.
The quality of the root weld is critical, and it largely depends on the effectiveness of the argon shielding. Differences in argon-filling methods can significantly impact welding costs, quality, and on-site progress. This article discusses various argon-filling techniques used for the junction box welds of T91 steel in field construction. One innovative approach involves using argon filling only in the adjacent headers rather than the entire header, which simplifies the process, improves efficiency, and reduces costs. This method was successfully applied in the 2×300MW Phase II project of Pingyi Power Plant, where all 1,072 T91 header welds were completed with this technique. The resulting joints met all welding procedure qualification requirements. This method has also been widely adopted in other large-scale power plants, including Bocheng, Wuxiang, and Tashan Power Plants.
2. Argon Filling Methods
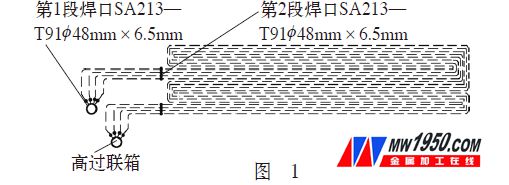
When welding the socket joint of header pipes, the key to creating an effective argon shield is properly sealing the pipe socket, as the filling depth is limited to about 80mm. To prevent burning during preheating, there are several common argon-filling techniques. For example, in the high-temperature superheater junction welds of the second phase of the Pingyi Power Plant’s 2×300MW unit, four different methods were employed. A diagram of the tube arrangement is shown in Figure 1.
(1) All headers and their outlet caps are covered, and the opposite side of the headers is sealed with soluble paper (or high-quality water-soluble toilet paper), approximately 250–300mm from the groove. During welding, the entire header is directly filled with argon from the header side. Before welding, the cap at the welded socket is removed to begin the process.
(2) Non-welded joints (such as first-stage welds) and the outlet caps on both sides of the header are covered. When welding the joint, the base is sealed with soluble paper or water-soluble toilet paper, and the entire tube is filled with argon through the corresponding short tube (second-stage weld).
(3) Argon is introduced directly into the groove, and the soluble paper (or high-quality water-soluble toilet paper) on the welded header and the opposite side of the short tube is folded into a conical shape to create a closed air chamber. The base of the cone should be about 10mm larger than the inner diameter of the steel pipe. The paper is inserted into the pipe using a 250–300mm round bar. Two layers of paper are used to prevent burning during preheating, which could lead to poor root protection.
The small tube connected to the argon gas line can be made by repurposing discarded thermocouples. The head can be flattened and inserted into the weld. This can be done using a thin needle or copper tube, and using discarded thermocouples helps reduce costs. Thermocouple bends are typically custom-made with two bends, as shown in Figure 2 in addition to Figure 1.

For more details, please refer to the attachment.
Hard Seal Sphere Seat Assembly
Hard Seal Sphere Seat Assembly,Hard Sealed Seat,Hard Sealed Fixed Sphere,Hard Sealed Regulating Sphere
Antong Valve Co.,Ltd , https://www.atvalveball.com